废污水处理
饮料废水处理
一、产品介绍
饮料废水处理装置是专门针对饮料生产过程中产生的高有机物、高悬浮物废水设计的综合处理系统。其核心目标是通过物理、化学及生物技术的协同作用,有效去除废水中的污染物,确保出水达到国家或地方排放标准,甚至实现水资源的循环利用。该装置广泛应用于饮料厂、食品加工厂、碳酸饮料生产等场景,是环保合规与资源节约的重要设备。

二、产品特点
高效去污能力
采用生物处理(如活性污泥法、生物膜法)与物理化学法(如混凝沉淀、气浮)结合,可高效降解有机物(COD、BOD)、去除悬浮物及油脂
高级氧化工艺(如臭氧氧化、UV光催化)可进一步分解难降解物质,杀灭细菌病毒,提升水质稳定性。
自动化控制
智能控制系统实时监测水质参数(pH、溶解氧、温度等),自动调节药剂投加量及设备运行状态,确保处理过程稳定可靠。
支持远程监控与故障预警,降低人工干预需求。
紧凑设计与低维护成本
一体化结构或模块化设计,占地面积小,适合空间有限的工业环境。
预处理单元(如刮泥装置、陶瓷过滤膜)可自动清理杂质,减少人工维护频率。
环保与节能
无化学药剂残留(如UV+臭氧消毒),避免二次污染。
能耗低,部分装置可回收水资源用于生产或灌溉,降低运营成本。

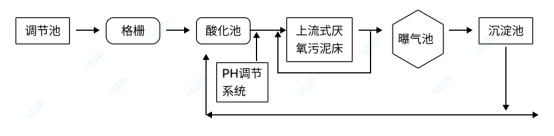
三、工艺流程
饮料废水处理装置通常包含以下核心流程:
预处理阶段
物理分离:通过格栅、沉砂池、沉淀池去除大颗粒杂质、悬浮物及油脂。
调节池:均衡水质水量,稳定pH值,为后续处理创造条件。
过滤系统:如专利设计的“第一过滤板+陶瓷膜过滤”组合,分层过滤颗粒物,提升后续处理效率。
生化处理阶段
厌氧-好氧工艺:利用微生物分解有机物。
厌氧处理:通过兼氧池或厌氧反应器降解大分子有机物,提高可生化性。
好氧处理:活性污泥法或生物膜法(如MBR膜生物反应器)进一步降解残留有机物。
生物接触氧化:填料上的生物膜高效吸附并代谢污染物。
深度处理阶段
高级氧化:臭氧氧化或Fenton试剂分解难降解物质,去除色度与异味。
活性炭吸附:吸附微量有机物及重金属离子。
消毒:紫外线或臭氧消毒,确保杀灭病原微生物。
出水与回用
达标排放或经处理后回用于生产(如清洗、冷却),实现水资源循环。
四、工作原理
生物降解
通过微生物代谢作用将有机物(如糖分、蛋白质)转化为CO₂、H₂O及细胞物质,降低COD与BOD。
物理化学协同
混凝沉淀:投加PAC/PAM使胶体颗粒絮凝沉淀。
气浮技术:通过微气泡吸附悬浮物上浮去除。
高级氧化技术
臭氧(O₃)与紫外线(UV)联用,产生羟基自由基(·OH),氧化分解有机物并灭菌。
膜分离技术
MBR膜截留污泥与大分子物质,提高污泥浓度,减少剩余污泥量。
五、性能及使用参数

六、产品优势
针对我国饮料行业废水有机物浓度差异大(乳品COD高、茶饮COD低等)、处理经验不足等痛点,本设备采用模块化组合工艺,具备以下核心优势:
高效适应性——通过“气浮预处理+水解酸化+生物接触氧化+曝气生物滤池”多级联用,精准降解COD(去除率≥90%),灵活应对高、中、低浓度废水波动;
节能降耗——调节池配备智能曝气搅拌系统,防止悬浮物沉积,减少能耗;气浮单元采用微纳米气泡技术,提升油脂分离效率;
深度净化——生物接触氧化与曝气生物滤池双重保障,确保出水稳定达标(COD≤50mg/L),满足严苛排放标准;
污泥减量——污泥经浓缩+带式压滤脱水,含水率降至80%以下,滤液回用降低处理成本;
智能运维——全流程自动化控制,减少人工干预,适应饮料厂连续生产需求。
设备兼具高效性、经济性与环保性,助力饮料企业以更低成本实现废水绿色治理。
七、应用领域
饮料行业
碳酸饮料、果汁、茶饮等生产线废水处理。
瓶装清洗废水的循环利用(如专利装置实现废水回收再利用)。
食品加工
乳制品、肉类加工、果蔬处理等行业的高浓度有机废水。
城市污水处理
餐饮废水(油脂、悬浮物处理)、小型社区污水处理。
环保工程
工业园区集中污水处理、应急污水处理项目。